
AQL Acceptable Quality Level. A quality level established on a prearranged system of inspection using samples selected at random.
As-cast condition Casting without subsequent heat treatment.
Backing sand The bulk of the sand in the flask. The sand compacted on top of the facing sand that covers the pattern.
Binder The bonding agent used as an additive to mold or core sand to impart strength or plasticity in a “green” or dry state.
Burn-on sand Sand adhering to the surface of the aluminum casting that is extremely difficult to remove.
Chaplet A small metal insert or spacer used in molds to provide core support during the casting process.
Charge A given weight of metal introduced into the furnace.
Chill A metal insert in the sand mold used to produce local chilling and equalize rate of solidification throughout the casting.
Cleaning Removal of runners, risers, flash, surplus metal and sand from a casting.
Cold shut A surface imperfection due to unsatisfactory fusion of metal.
Cope The top half of a horizontally parted mold.
Core A sand or metal insert in a mold to shape the interior of the casting or that part of the casting that cannot be shaped by the pattern.
Core assembly An assembly made from a number of cores.
Corebox The wooden, metal or plastic tool used to produce cores.
Coreprint A projection on a pattern that leaves an impression in the mold for supporting the core.
Core wash A liquid suspension of a refractory material applied to cores and dried (intended to improve surface of casting).
Crush The displacement of sand at mold joints.
Cupola A cylindrical, straight shaft furnace (usually lined with refractories) for melting metal in direct contact with coke by forcing air under pressure through openings near its base (Fig. 1).
|
Art courtesy of Chicago Fire Brick Co. Fig. 1. This diagram of a cupola illustrates the furnace’s cylindrical shaft lined with refractory and the alternating layers of coke and metal scrap. The molten metal flows out of a spout at the bottom of the cupola. |

Cure To harden.
Die A metal form used as a permanent mold for die casting or for a wax pattern in investment casting.
Dowel A pin of various types used in the parting surface of parted patterns or dies to assure correct registry.
Draft Taper on the vertical sides of a pattern or corebox that permits the core or sand mold to be removed without distorting or tearing of the sand (Fig. 2).
|
Fig. 2. Shown (from l) is proper, positive draft and incorrect, negative draft. Draft refers to the taper of the pattern, which allows it to be extended from a compacted sand mold. |

Drag The bottom half of a horizontally parted mold.
Ejector pins Movable pins in pattern dies that help remove patterns from the die.
Facing sand The sand used to surround the pattern that produces the surface in contact with the molten metal.
Feeder Sometimes referred to as a “riser,” it is part of the gating system that forms the reservoir of molten metal necessary to compensate for losses due to shrinkage as the metal solidifies.
Finish allowance The amount of stock left on the surface of a casting for machining.
Finish mark A symbol (f, fl, f2, etc.) appearing on the line of a drawing that represents the edge of the surface of the casting to be machined or otherwise finished.
Flask A rigid metal or wood frame used to hold the sand of which a mold is formed and usually consisting of two parts, cope and drag.
Foundry returns Metal (of known composition) in the form of gates, sprues, runners, risers and scrapped castings returned to the furnace for remelting.
Gas porosity A condition existing in a casting caused by the trapping of gas in the molten metal or by mold gases evolved during the pouring of the casting.
Gate (ingate) The portion of the runner where the molten metal enters the mold cavity (Fig. 3).
|
Fig. 3. The gating system, which brings the molten metal to the mold cavity, is illustrated in its simplest form. The design of this system is critical in the introduction of clean metal to the casting mold cavity. |

Green sand Moist clay-bonded molding sand.
Heat A single furnace charge of metal.
Heat treatment A combination of heating and cooling operations timed and applied to a metal or alloy in the solid state in a manner that will produce desired mechanical properties.
Hotbox process A resin-based process that uses heated metal coreboxes to produce cores.
Hot tear Irregularly shaped fracture in a casting resulting from stresses set up by steep thermal gradients within the casting during solidification.
Inclusions Particles of slag, refractory materials, sand or deoxidation products trapped in the casting during pouring solidification.
Investment casting A pattern casting process in which a wax or thermoplastic pattern is used. The pattern is invested (surrounded) by a refractory slurry. After the mold is dry, the pattern is melted or burned out of the mold cavity, and molten metal is poured into the resulting cavity.
Ladle A container used to transfer molten metal from the furnace to the mold.
Locating pad A projection on a casting that helps maintain alignment of the casting for machining operations.
Locating surface A casting surface to be used as a basis for measurement in making secondary machining operations.
Master pattern The object from which a die can be made; generally a metal model of the part to be cast with process shrinkage added.
Mechanical properties Those properties of a material that reveal the elastic and inelastic properties when force is applied. This term should not be used interchangeably with “physical properties.”
Metal lot A master heat that has been approved for casting and given a sequential number by the foundry.
Mold Normally consists of a top and bottom form, made of sand, metal or any other investment material. It contains the cavity into which molten metal is poured to produce a casting of definite shape.
Mold cavity The impression in a mold produced by removal of the pattern. It is filled with molten metal to form the casting.
Mold coating (See core wash.)
Nobake process Molds/cores produced with a resin-bonded air-setting sand. Also known as the airset process because molds are left to harden under normal atmospheric conditions.
Parting line The line showing the separation of the two halves of the mold.
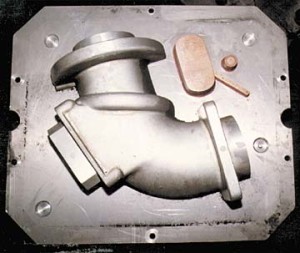
Pattern The wood, metal, foam or plastic shape used to form the cavity in the sand. A pattern may consist of one or many impressions and would normally be mounted on a board or plate complete with a runner system (Fig. 4).
|
Fig. 4. Matchplate patterns feature impressions on both the cope (top) and drag (bottom) sides, and typically are used to produce molds for small parts, such as this elbow casting. |
Pattern draft The taper allowed on the vertical faces of a pattern to permit easy withdrawal of the pattern from the mold or die. (See draft.)
Pattern layout Full-sized drawing of a pattern showing its arrangement and structural features.
Patternmaker’s shrinkage The shrinkage allowance made on all patterns to compensate for the change in dimensions as the solidified casting cools in the mold from freezing temperature of the metal to room temperature. The pattern is made larger by the amount of shrinkage characteristic of the particular metal in the casting and the amount of resulting contraction to be encountered.
Permeability The property of a mold material to allow passage of mold/core gases during the pouring of molten metal.
Physical properties Properties of matter such as density, electrical and thermal conductivity, expansion and specific heat. This term should not be used interchangeably with “mechanical properties.”
Pig iron Blocks of iron to a known metal chemical analysis that are used for melting (with suitable additions of scrap, etc.) for the production of ferrous castings.
Pilot or sample casting A Metal casting made from a pattern produced in a production die to check the accuracy of dimensions and quality of castings that will be made.
Porosity Holes in the casting due to: gases trapped in the mold, the reaction of molten metal with moisture in the molding sand, or the imperfect fusion of chaplets with molten metal.
Recovery rate Ratio of the number of saleable parts to the total number of parts manufactured, expressed as a percentage.
Refractory Heat-resistant ceramic material.
Reject rate Ratio of the number of parts scrapped to the total number of parts manufactured, expressed as a percentage.
Riser (See feeder.)
Runner system or gating The set of channels in a mold through which molten metal is poured to fill the mold cavity. The system normally consists of a vertical section (downgate or sprue) to the point where it joins the mold cavity (gate) and leads from the mold cavity through vertical channels (risers or feeders) (Fig. 3).
Sand inclusions Cavities or surface imperfections on a casting caused by sand washing into the mold cavity.
Scrap (a) Any scrap metal melted (usually with suitable additions of pig iron or ingots) to produce castings; (b) reject castings.
Shakeout The process of separating the solidified casting from the mold material.
Shrinkage Contraction of metal in the mold during solidification. The term also is used to describe the casting defect, such as shrinkage cavity, which results from poor design, insufficient metal feed or inadequate feeding.
Slag A fused nonmetallic material that protects molten metal from the air and extracts certain impurities from the melt.
Slag inclusions Casting surface imperfections similar to sand inclusions but containing impurities from the charge materials, silica and clay eroded from the refractory lining, and ash from the fuel during the melting process. May also originate from metal-refractory reactions occurring in the ladle during pouring of the casting.
Slurry A flowable mixture of refractory particles suspended in a liquid.
Sodium silicate/CO2 process Molding sand is mixed with sodium silicate and the mold is gassed with CO2 gas to produce a hard mold or core.
Sprue (downsprue-downgate) The channel, usually vertical, that the molten metal enters (Fig. 3).
Test bar Standard specimen bar designed to permit determination of mechanical properties of the metal from which it was poured.
Test lug A lug cast as a part of the casting and later removed for testing purposes.
Vent An opening or passage in a mold or core to facilitate escape of gases when the Die Casting mold is poured.